Información Básica.
No. de Modelo.
MIG-300
Especificación
570mm*364mm*302mm
Marca Comercial
SANYU
Origen
Shanghai, China
Código del HS
8504403090
Capacidad de Producción
3000 Sets/ Month
Descripción de Producto
descripción de producto
Apariencia:



Las características de rendimiento
1.Sistema de control totalmente digital para un control preciso del proceso de soldadura y estable de longitud de arco.
2.Cable digital completo sistema de control de alimentación, cable de alimentación es precisa y estable.
3.El sistema incorpora una base de datos de expertos de la soldadura que combina inteligentemente automáticamente los parámetros.
4.La operación interfaz es amigable, y el modo de ajuste de unitario es de fácil comprensión.
5.salpicaduras de soldadura es extremadamente pequeño y el cordón de soldadura está muy bien formado.
6.10 conjuntos de programas de soldadura puede ser almacenada para ahorrar tiempo de funcionamiento.
7.La función especial de cuatro pasos es adecuado para la soldadura de metales con buena conductividad térmica. El arco es en forma de arco y la calidad de soldadura es perfecta cuando el arco está cerrado.
8.tiene varias interfaces para conectarse con los robots de soldadura y máquinas de soldar.
9.Soft-Inversor de conmutación de la tecnología puede mejorar la fiabilidad, ahorro de energía y ahorro de energía de toda la máquina.
*La serie de máquinas de soldar son fabricados de conformidad con el estándar GB15579.1-2013 "equipos de soldadura por arco de la parte 1: Soldadura fuente de alimentación".
La calidad de la tensión de alimentación
La forma de onda debería ser una onda sinusoidal estándar con un valor efectivo de 380+10% y una frecuencia de 50Hz/60Hz.
El desequilibrio de la tensión trifásica <=5%.
Fuente de alimentación los parámetros técnicos.
Parámetros básicos:
Nota: Las capacidades de los fusibles y disyuntores en la tabla de arriba son sólo para referencia.
Los parámetros de soldadura manual
Los parámetros de soldadura
La tensión (longitud de arco) se muestra como el conjunto de la unificación el valor de tensión, y el símbolo anterior indica que la relación entre el valor real y la unificación de valor.
Y de la interfaz de control
Los controles del panel delantero y trasero y las interfaces de la soldadora aparecen a continuación.
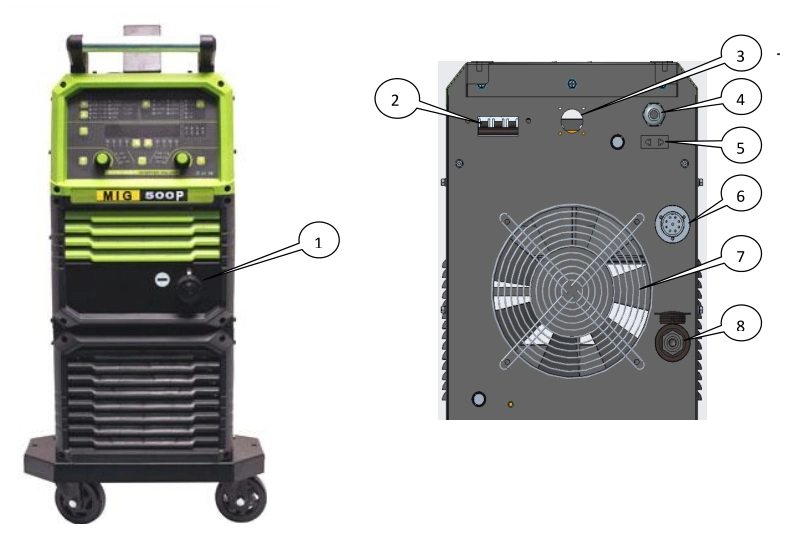
1.Toma de salida de soldador (-)
2.El interruptor de aire
3.La interfaz de dispositivos externos
4.Cable de alimentación
5.La salida de potencia de calentamiento
6.Toma de control del alimentador de alambre
7.El ventilador
8.Toma de salida de soldador (+)



Las características de rendimiento
1.Sistema de control totalmente digital para un control preciso del proceso de soldadura y estable de longitud de arco.
2.Cable digital completo sistema de control de alimentación, cable de alimentación es precisa y estable.
3.El sistema incorpora una base de datos de expertos de la soldadura que combina inteligentemente automáticamente los parámetros.
4.La operación interfaz es amigable, y el modo de ajuste de unitario es de fácil comprensión.
5.salpicaduras de soldadura es extremadamente pequeño y el cordón de soldadura está muy bien formado.
6.10 conjuntos de programas de soldadura puede ser almacenada para ahorrar tiempo de funcionamiento.
7.La función especial de cuatro pasos es adecuado para la soldadura de metales con buena conductividad térmica. El arco es en forma de arco y la calidad de soldadura es perfecta cuando el arco está cerrado.
8.tiene varias interfaces para conectarse con los robots de soldadura y máquinas de soldar.
9.Soft-Inversor de conmutación de la tecnología puede mejorar la fiabilidad, ahorro de energía y ahorro de energía de toda la máquina.
*La serie de máquinas de soldar son fabricados de conformidad con el estándar GB15579.1-2013 "equipos de soldadura por arco de la parte 1: Soldadura fuente de alimentación".
La calidad de la tensión de alimentación
La forma de onda debería ser una onda sinusoidal estándar con un valor efectivo de 380+10% y una frecuencia de 50Hz/60Hz.
El desequilibrio de la tensión trifásica <=5%.
Fuente de alimentación los parámetros técnicos.
Parámetros básicos:
| La soldadora modelo | MIG-350P | MIG-500P |
| La tensión de entrada nominal | Comunicación de la trifásica,380V±10%,50Hz | |
| Corriente de entrada (A) | 25A | 38A |
| Capacidad nominal de salida | 16 KVA. | 25 KVA. |
| Sin carga de salida de voltaje (V). | 65V±5% | |
| La duración de carga nominal | El 60% | El 60% |
| Factor de potencia COSφ | 0.93 | |
| La eficiencia η | El 90% | |
| Dimensiones (mm) | Refrigeración por agua:965×472×925 / aire refrigeración:965×472×686 | |
| peso neto | Enfriador de agua :70kg / aire :52kg. | Enfriador de agua:73kg / aire:55kg. |
Los parámetros de soldadura manual
| Tipo de soldador | MIG-350P | MER-500P |
| Corriente nominal (A) | 10~350 | 10~500 |
| Arco térmica (corriente HOTI) | OFF/ON | |
| De fábrica (DFLT) | NO/SÍ | |
Los parámetros de soldadura
| La soldadora modelo | MIG-350 | MIG-500 |
| Corriente nominal (A) | 10~350 | 10~500 |
| El arco de corriente (HOTI) | 10~200un | |
| La rampa hacia arriba (UPSL actual) | 0.1~10s | |
| Tiempo aire (GPR) | 0.1~20S | |
| Tiempo de retardo de gas (GPO) | 0.1~20S | |
| Cuatro pasos del arco de corriente (CRAT) | 10~100% | |
| La ascendencia (DWSL actual) | 0.1~10s | |
| Especificaciones de soldador | MIG-350 | MIG-500 | |
| Corriente nominal (A) | 30~350 | 30~500 | |
| Espesor del disco (mm) | 0~25 | ||
| La velocidad de alimentación de alambre (m/min). | 1~22 | ||
| Longitud de arco | -99~99 | ||
| La fuerza de arco | -50~50 | ||
| Modo de control (CNTR) | LOCL/REMT | ||
| El cable (material) | El acero CN19 AlMg5 5 3 AlSi Al CuSi CuSi CuAl9 | ||
| Diámetro del cable (DIRM) | 0.8,1.0,1.2,1.6 SP | ||
| Tiempo aire (GPR) | 0.1~20S | ||
| Cable de baja velocidad de avance (FDC) | 1.0~10M | ||
| La corriente inicial (I-S) | 10~200% | ||
| El arco de corriente (I-E) | 10~200% | ||
| Tiempo de caída de cuatro pasos (DWSL) | 0.1~1.0S | ||
| Cuatro pasos del arco de corriente (CRAT) | 10~100% | ||
| Tiempo de retardo de gas (GPO) | 0.1~20S | ||
| El tiempo Burnback (quemar) | 0.01~1.0S | ||
| De fábrica (DFLT) | NO/SÍ | ||
| Parámetro de ajuste de pulso doble | |||
| El doble de frecuencia de pulso (TPHz) | 0.1H~5.0H | ||
| Pulso de doble tamaño actual (TPBA) | El 20%~80% | ||
| Pulso de doble ciclo de trabajo (TPBT) | El 20%~80% | ||
| Pulso de doble voltaje (TPBU) | -50~50 | ||
| Parámetro de ajuste vertical de alta velocidad | |||
| La frecuencia de soldadura vertical (UPHz) | 0.1H~5.0H | ||
| El deber de transición de cortocircuito (UPD2) | 20~80% | ||
| Corto circuito de corriente de transición (UPC2) | 60~250un | ||
| Cortocircuito tensión de la transición de la Unión Postal Universal (UPU2)(2) | -50~50 | ||
| El cortocircuito de la inductancia de transición (UPI2) | -50~50 | ||
| Pulso de alta velocidad de ajuste de parámetros de soldadura | |||
| Pulso de alta velocidad de incremento de la soldadura (SPS) | 0~50% | ||
Y de la interfaz de control
Los controles del panel delantero y trasero y las interfaces de la soldadora aparecen a continuación.

1.Toma de salida de soldador (-)
2.El interruptor de aire
3.La interfaz de dispositivos externos
4.Cable de alimentación
5.La salida de potencia de calentamiento
6.Toma de control del alimentador de alambre
7.El ventilador
8.Toma de salida de soldador (+)